


堆焊耐磨板打磨技术要点有哪些?
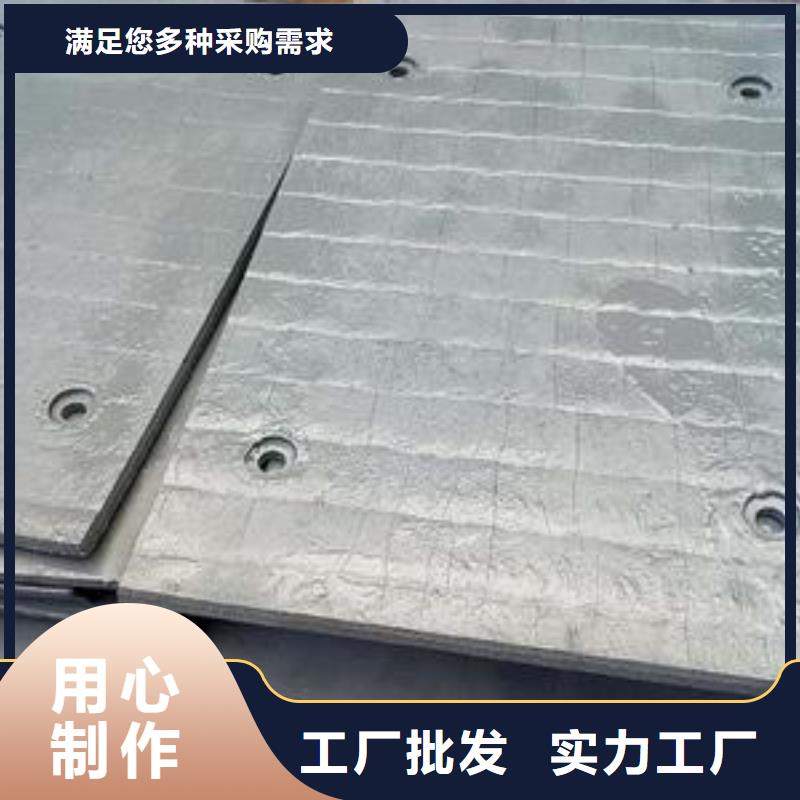
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



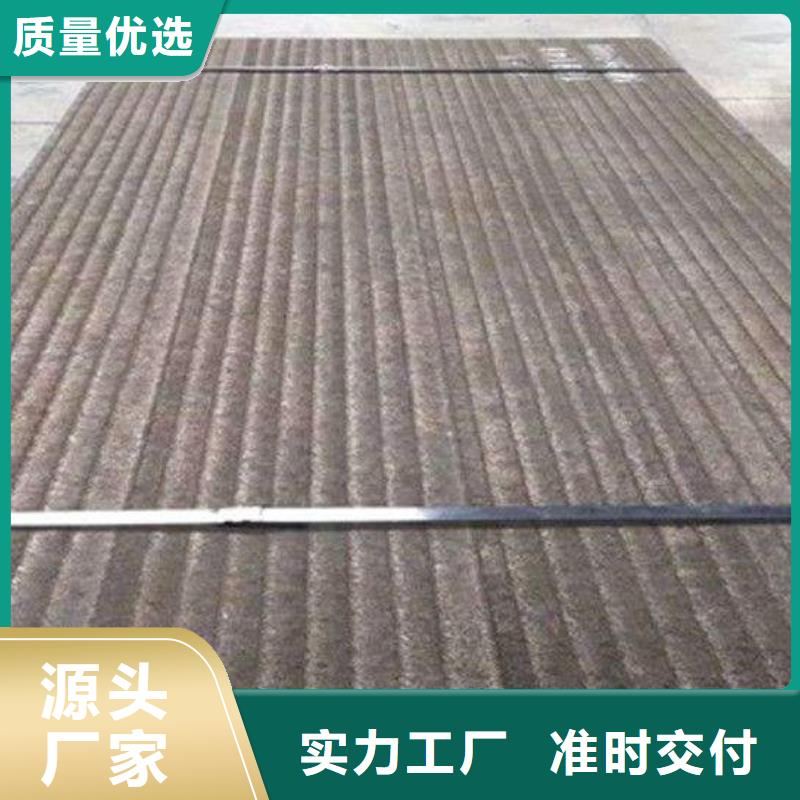
火电厂:中速磨煤机筒体衬板,风机叶轮窝壳,除尘器入口烟道,灰渣导管,斗轮机衬板,分离器连接管,碎煤机衬板,煤斗及破碎机衬板,燃烧器烧嘴,落煤斗和漏斗衬板,空预器支架护瓦,分离器导向叶片。上述零部件对耐磨钢板的硬度和耐磨强度没太高的要求,可以用材质为NM360/400厚度6-10mm的耐磨钢板
煤场:送料槽及漏斗内衬,料斗衬套,风机叶片,推料机底板,旋风收尘器、焦炭导向器衬板,球磨机内衬,钻头稳定器,螺旋加料器料钟及基座,揉捏机铲斗内衬,环形送料器、翻斗车底板。煤场作业环境恶劣,对耐磨钢板的耐腐蚀性和耐磨强度有一定的要求,使用材质为NM400/450 HARDOX400厚度8-26mm的耐磨钢板。

普通钢板:由于回火稳定性差,碳钢在进行调质处理时,为了保证较高的强度需采用较低的回火温度,这样钢的韧性就偏低;抄为了保证较好的韧性,采用高的回火温度时强度又偏低,所以碳钢的综合机械性能水平不高。


弹簧钢应具有优良的综合性能,如力学性能(特别是弹性极限、强度极限、屈强比)、抗弹减性能(即抗弹性减退性能,又称抗松弛性能)、疲劳性能、淬透性、物理化学性能(耐热、耐低温、抗氧化、耐腐蚀等)。为了满足上述性能要求,弹簧钢具有优良的冶金质量(高的纯洁度和均匀性)、良好的表面质量(严格控制表面缺陷和脱碳)、的外形和尺寸。
弹簧钢产品精度高、耐磨性好、韧性强、质量稳定。钢带产品适用于减振器阀片、离合器膜片弹簧、冷气压缩机阀片、针织机配件、沉降片、哈负片、织针、生克片、各种印刷刮刀、环形带刀等、五金冲压弹片,弹簧、发条、拉伸件,反弹簧高质量要求产品可以按客户要求尺寸分条,提供材质证明SGS报告热处理规范钢号淬火温度淬火介质硬度要求回火温度冷却介质



涌华金属科技(文山市丘北县分公司)主要产品有 堆焊耐磨板。公司依靠先进技术,务实创新,为顾客提供优质的服务。公司坚持“以人为本、夯实基础、科技创新、与时俱进”的企业精神,凭着“诚信、负责、创新、团队”的企业文化,将“诚信经营、务实专业、追求卓越”经营理念发挥到j i致,力求打造成知名的环保专业团队。我司始终坚持以产品质量为根本,以技术创新为动力,不断研发先进、、节能的新产品。立柯环保以雄厚的技术力量、精良的加工设备、先进的加工工艺、完备的检测手段以及完善的质量保证体系、周到的售前售后服务,去诠释先进的管理、专业的设计走向世界的高新技术领域。


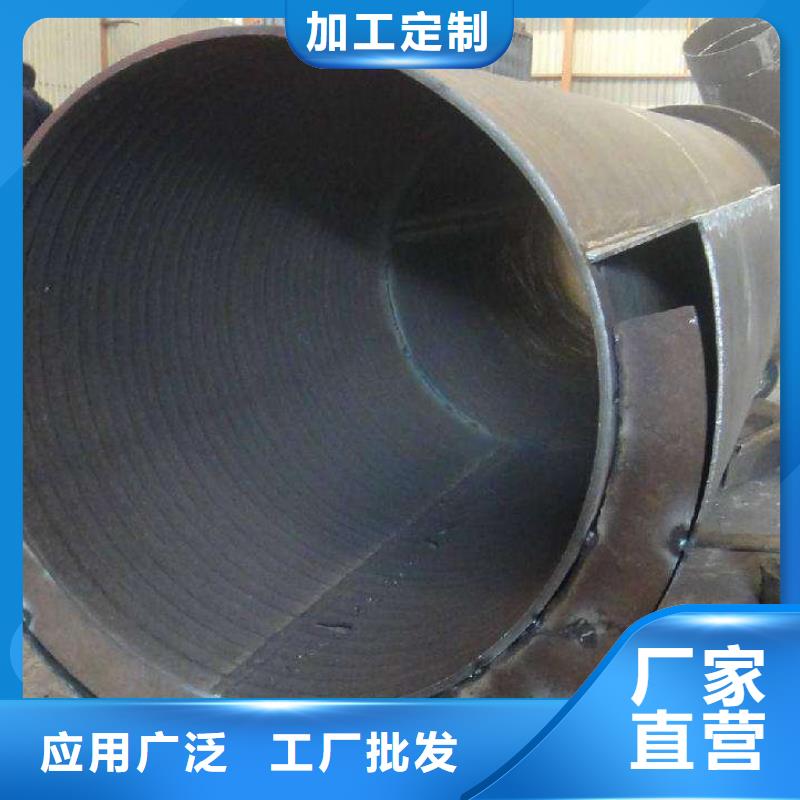
流程一:堆焊耐磨板的生产加工,堆焊耐磨板依照当场评测规格生产加工成形、并且经过喷砂处理等不光滑解决,外抛头露面先做防锈。
流程二:金属表面处理,混泥土表层涂刷层打除、凸凹面过较大用磨光机磨去。
流程三:化学螺栓安裝,在混泥土上安裝导向用化学螺栓。
流程四:堆焊耐磨板安裝,堆焊耐磨板上按置间距物品(以利于引入原材料均值遍布)。
流程五:封缝,选用环氧树脂胶(SB970)或质轻水泥构件(SBLEM),将堆焊耐磨板四周及引入孔周边密封性,另外开展引入孔和透出气孔安裝固定不动。
流程六:引入材注浆,视混泥土自身危害水平挑选引入原材料(如挑选原材料时空隙操纵于5-7mm;如选用预拌型无收拢混凝土时,其空隙操纵于2-765px)、以设备工作压力注浆方法灌进原材料
流程七:查验,检查堆焊耐磨板空隙注浆饱满度。
流程八:喷涂,相互配合当场颜色施胶堆焊耐磨板专用型喷涂原材料


