

一分钟的时间,对于了解我们的圆钢库存充足产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:黄冈罗田圆钢库存充足的图文介绍

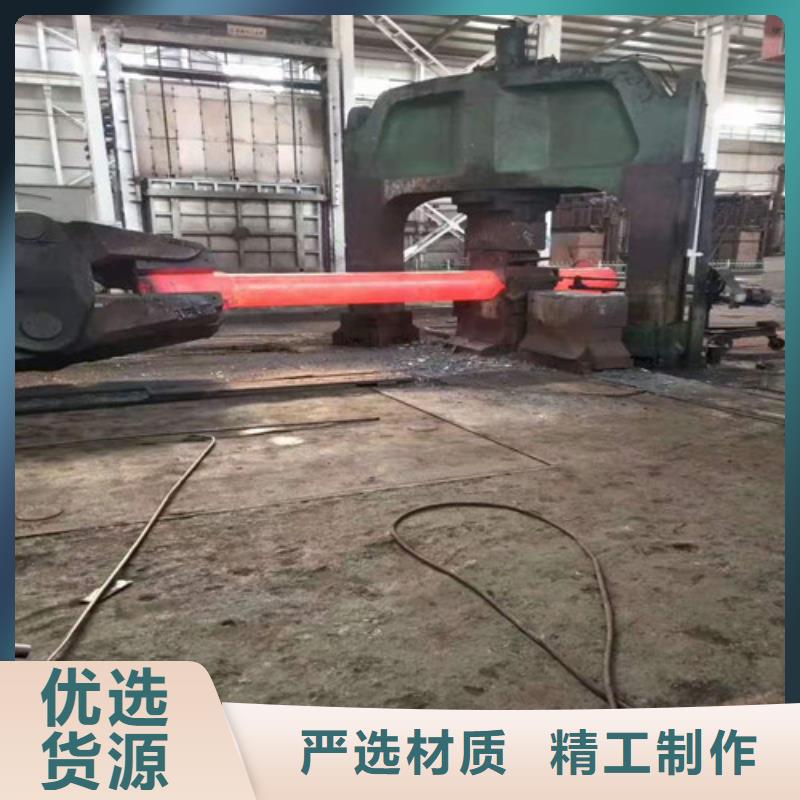
鑫邦源特钢(罗田县分公司)是黄冈罗田地区较早生产经营 GB/T3087-2008 低压锅炉管的生产型企业,采用现代化管理方法,以质量控制求生存,以扩大品种谋发展,我公司主要生产 GB/T3087-2008 低压锅炉管等产品。 公司深入开展企业内部的各项基础管理工作,以提高技术为先导狠抓了质量,使企业享有很高的信誉,依靠严格的科学管理,雄厚的技术力量,上乘的质量,为用户提供了满意的 GB/T3087-2008 低压锅炉管产品。 在激烈的市场竞争中以振兴民族工业为己任,信誉为本,一如既往地竭诚为广大用户提供合格的 GB/T3087-2008 低压锅炉管产品和服务。


剥皮圆钢与其他圆钢相比的优点有哪些
剥皮圆钢是一种精度很高的圆钢,材质是经过“调质”处理的,可以直接用来做轴,不需要再加工的。指常温下的拉拔工艺,也是指在材料的一端施加拔力,使材料通过一个模具孔而拔出的方法,模具的孔径要较材料的直径小。冷拔圆钢也是指通过上述方式加工而成的圆钢。
对应的普通圆钢,是我们罕见的用于修建的圆钢,供给的热处置形态是“正火”,无论是尺寸精度还是材质都是普通级别的。不论是冷拔圆钢或是圆钢其外形都是圆形的,但是冷拔圆钢外表很润滑,尺寸精度很高,它的机械功能高,由于尺寸精度高不经加工可间接运用。
冷拉工艺是将原资料冷挤压变形达致所需的外形、规格及公差,原资料的耗损极少,相对应用传统车床机加工切削所耗损的资料,冷拉钢所节省的资料是十分可观的,特别当资料用量大,资料本钱的浪费更爲明显。
由于精度准确,外表情况良好,冷拉钢产品可间接运用,如喷涂、打砂、打弯、钻孔,也可按实践要求精拉之后间接电镀,免去了少量机加工工夫及节省配置加工机械的费用。
钢材经冷加工后,产生一定的塑性变形,屈服点明显提高,即强度和硬度明显提高,但塑性和韧性有所降低,这种现象称为钢材的冷加工强化(或冷作强化)。
剥皮圆钢是一种精度很高的圆钢,材质是经过“调质”处理的,可以直接用来做轴,不需要再加工的。指常温下的拉拔工艺,也是指在材料的一端施加拔力,使材料通过一个模具孔而拔出的方法,模具的孔径要较材料的直径小。冷拔圆钢也是指通过上述方式加工而成的圆钢。
对应的普通圆钢,是我们罕见的用于修建的圆钢,供给的热处置形态是“正火”,无论是尺寸精度还是材质都是普通级别的。不论是冷拔圆钢或是圆钢其外形都是圆形的,但是冷拔圆钢外表很润滑,尺寸精度很高,它的机械功能高,由于尺寸精度高不经加工可间接运用。
冷拉工艺是将原资料冷挤压变形达致所需的外形、规格及公差,原资料的耗损极少,相对应用传统车床机加工切削所耗损的资料,冷拉钢所节省的资料是十分可观的,特别当资料用量大,资料本钱的浪费更爲明显。
由于精度准确,外表情况良好,冷拉钢产品可间接运用,如喷涂、打砂、打弯、钻孔,也可按实践要求精拉之后间接电镀,免去了少量机加工工夫及节省配置加工机械的费用。
钢材经冷加工后,产生一定的塑性变形,屈服点明显提高,即强度和硬度明显提高,但塑性和韧性有所降低,这种现象称为钢材的冷加工强化(或冷作强化)。



冷拉圆钢的工艺有哪些呢?
1. 冷拉应力的控制:对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查, 冷拉率超过了规范规定值,还要再进行机械能实验。
2.冷拉率测定控制要求:以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3.不同炉批的冷拉控制:对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。
4.冷拉速度控制:要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
1. 冷拉应力的控制:对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查, 冷拉率超过了规范规定值,还要再进行机械能实验。
2.冷拉率测定控制要求:以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3.不同炉批的冷拉控制:对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。
4.冷拉速度控制:要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。


圆钢结疤产生原因:
a.轧制过程中,轧件在成品孔前某一孔型因故损坏或辊环破缺,当轧件通过该孔型后,表面形成凸块,在后面的轧制过程中,凸块被压入基体并随轧件延伸,终在成品表面上,产生周期性的生根结疤;
b.在轧制过程中,由于外界金属物落在轧件表面上,并被带入孔型内,压入轧件表面,在钢材表面形成结疤。这种结疤是不生根的,无规律性;
c.轧件在孔型内打滑,使金属堆积于变形区周围的表面上,在轧时造成结疤;
d.轧槽刻痕不良,在轧件表面上形成较高的凸块,再轧时,产生周期性的结疤;
e.钢坯表面有较大的冷溅、翻皮、结疤等缺陷,当用钢锭一火轧成材时,则在成品表面上产生结疤;
f.原料表面处理不当,留有尖锐的棱边或深宽比较大的凹坑,经轧制后形成结疤。
注意:由于钢坯因素在圆钢成品表面形成的结疤相对来说比较大或长,其出现的位置无规律,这是判定缺陷是炼钢或轧钢工序产生的基本标志之一。
a.轧制过程中,轧件在成品孔前某一孔型因故损坏或辊环破缺,当轧件通过该孔型后,表面形成凸块,在后面的轧制过程中,凸块被压入基体并随轧件延伸,终在成品表面上,产生周期性的生根结疤;
b.在轧制过程中,由于外界金属物落在轧件表面上,并被带入孔型内,压入轧件表面,在钢材表面形成结疤。这种结疤是不生根的,无规律性;
c.轧件在孔型内打滑,使金属堆积于变形区周围的表面上,在轧时造成结疤;
d.轧槽刻痕不良,在轧件表面上形成较高的凸块,再轧时,产生周期性的结疤;
e.钢坯表面有较大的冷溅、翻皮、结疤等缺陷,当用钢锭一火轧成材时,则在成品表面上产生结疤;
f.原料表面处理不当,留有尖锐的棱边或深宽比较大的凹坑,经轧制后形成结疤。
注意:由于钢坯因素在圆钢成品表面形成的结疤相对来说比较大或长,其出现的位置无规律,这是判定缺陷是炼钢或轧钢工序产生的基本标志之一。



