
为您精心制作的【cr12mov】 模具热处理加工源头厂家供应产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:南宁横县【cr12mov】 模具热处理加工源头厂家供应的图文介绍

金属热处理
炬晟特钢(横县分公司)
金属热处理的图文介绍
工艺精良厂家直营

炬晟特钢(横县分公司)是集研发、生产、销售与服务为一体的综合性企业。主要有 金属热处理等。公司秉承“科技承载梦想,创新铸就未来”的理念,坚持“以口碑创品牌”的质控机制,不断生产优质产品。公司一贯坚持;质量优良,用户至上,贴心服务,信守合同的宗旨,凭借着高质量的产品,良好的信誉,用心的服务。公司自成立以来,不断致力于对各种材料的深入研究。从过去的石材、钢结构、不锈钢,到现在的铝合金及多种复合材料,一直引领着中国艺术景观桥梁的发展。
我们期待与您携手,共同为地区和社会的发展做出贡献,实现人与自然的协调发展。我们用毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧拓展推新,用拼搏与汗水续写辉煌,诚为业之基,信为商之魂!




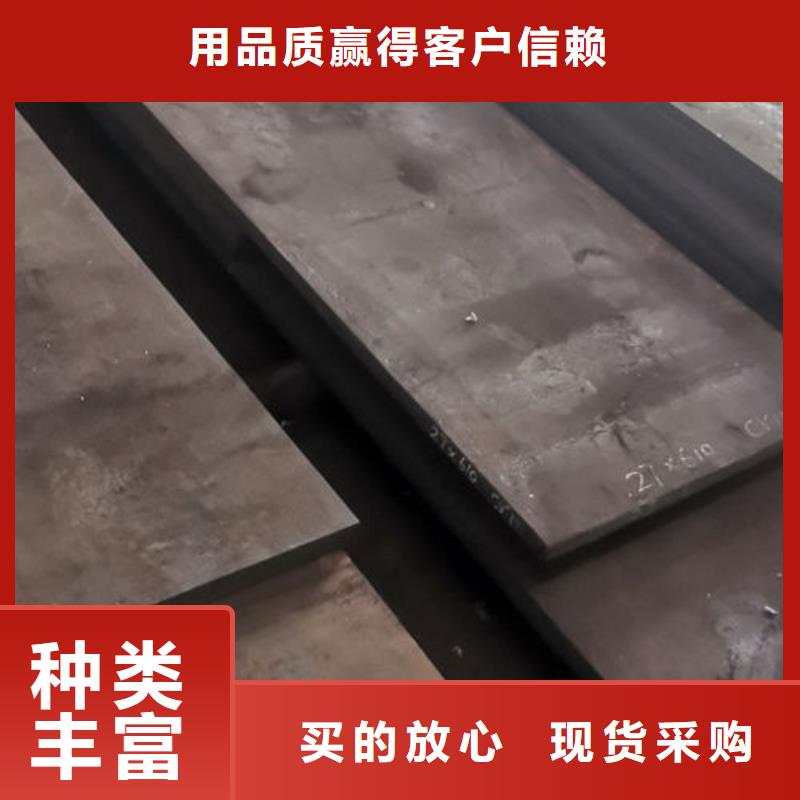
产品实拍图
PRODUCT REAL SHOT DISPLAY


cr12mov线切割过程,开裂。请问是何原因?如何采取措施避免?Cr12MoV Cr12Mo1v1 热处理后,无论是磨削还是线切割,经常会开裂。有时 磨削结束 搁置 表面开裂。 我们一般热处理1010℃淬火,160-180回火 二次 一般硬度要求在HRC58-62之间 开裂原因:1低温回火.模具中残余淬火应力仍很大 2低温回火.残奥很多在磨削及电加工时残奥转变产生应力 解决方法 :1.1025-1050淬火500-520回火减少残余应力及残奥 2.深冷处理减少残奥再做一次180度低温回火 线切割开裂 一般都是由于线切割速度不当、冷却效果不好等造成…… 当然,不排除材料本身问题, 如 遇到夹杂导致开裂情况。 以上 这种情况估计是由于热处理应力造成,增加回火温度或回火时间,用高淬高回能够避免开裂。 高温淬火产生的应力太大了,你用160-180的温度回火,应力肯定是不干净的,要求便面硬度的话,就适当提高温度并且多做两次回火,如果不要求可以考虑把回火温度提高到350~450之间。